




洛阳吉力电焊学校:B10 管环焊缝裂纹原因分析
作者:洛阳吉力电焊学校张老师 发布时间:2019-08-27 17:32
洛阳吉力电焊学校
1.样品信息
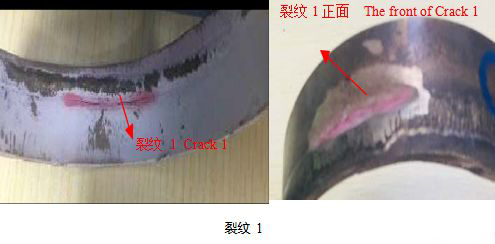
样品为Φ108×3 的B10 管对接环焊缝,其背部沿熔合线存在多处裂纹。样品母材为BFe10-1-1,焊材为HSCuNi。查供货材料材质书及复验报告,母材、焊材均未见异常。
对环焊缝进行着色渗透检测,确认裂纹共三处,如图1 所示。裂纹1 对应的正面焊缝已经修磨,修磨深度超过壁厚一半,修磨后可见裂纹。裂纹2、裂纹3 对应正面未见开裂。

2 试验仪器
主要实验仪器包括:Leica DMI5000M 金相显微镜、FEI Quanta 600 扫描电子显微镜、
EDAX XM2 能谱仪等。
3 试验结果
3.1宏观分析
焊缝表面因氧化失去金属光泽,焊缝两侧未见机械清理痕迹。环焊缝外形尺寸测量结果见表1。对裂纹进行测量,裂纹1 长度约30mm,裂纹2 长度约10mm,裂纹3 长度约16mm。选定裂纹3 进行取样分析(见图2),线切割后制作金相试样、断口试样各一件。断口试样在丙酮溶液中超声波清洗30min,宏观形貌如图3(a)所示,断口中原始裂纹呈现明显氧化色,判断为热裂纹。金相试样宏观形貌如图3(b)所示,可见焊缝宽度过大,背面余高较大,接近母材壁厚。

图2 取样示意图

(a)断口宏观形貌

(b)宏观金相试样
图3 试样形貌
表1 焊缝尺寸

3.2金相分析
对裂纹3 金相试样进行抛光侵蚀后观察,形貌见图4。依据GB/T 6417.1-2005《金属熔化焊接头缺欠分类及说明》,裂纹低倍组织检测结果见表2。其中裂纹深度1.7mm,从背面焊趾处沿熔合线扩展,裂纹附近焊缝有一处孔穴,直径约0.3mm。
图4 低倍金相 25X

裂纹尖端处金相组织高倍显微组织如5 所示,裂纹沿晶界扩展,断裂附近存在较多二次
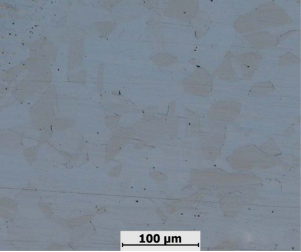
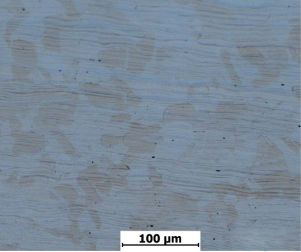
裂纹。焊缝、热影响区、母材组织如图6 所示,焊缝金相组织为枝晶状,热影响区金相组织为孪晶α,母材金相组织为孪晶α。
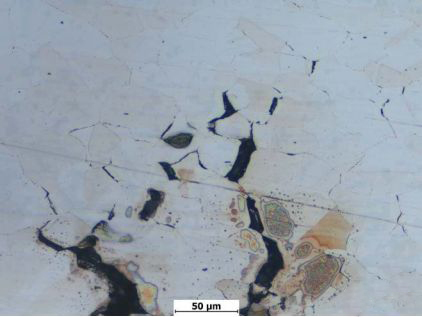
图5 裂纹金相组织 400X

(a)焊缝金相组织 200×
(b) 热影响区金相组织 200×
(c) 母材金相组织 100×
图6 金相组织
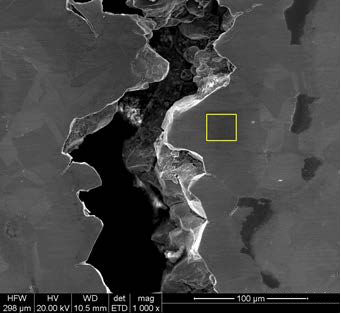
3.3 断口扫描电镜观察
断口扫描观察,较低倍数下可观察到原始裂纹和后期撕裂裂纹特征,见图7。放大后观察,原始裂纹断口呈现晶粒多面体外形的的岩石状花样,具有沿晶脆性断裂的特征。进一步放大,断裂位置呈现球状、块状两种形态,选择相邻的球状、块状组织进行能谱分析,结果见图8、图9。同时对裂纹附近热影响区进行能谱对比分析,结果见图10。能谱分析显示裂纹断口O、C 含量明显增高,符合焊接热裂纹特征,而裂纹附近热影响区无O、C 元素存在。图8、图9 能谱分析位置为微观相邻位置,但镍含量存在明显差异,其中球状组织镍含量约22%,块状组织镍含量约10%。




4 分析与讨论
1) 焊缝表面颜色无金属光泽,裂纹处焊缝呈黑灰色,表明焊接过程氩气保护效果不佳。
2) 焊缝附近母材未见机械清理痕迹,说明焊前坡口附近母材未进行清理或清理不彻底。
3) 原始裂纹断口颜色及断口扫描碳氧含量偏高,可判断裂纹为焊接热裂纹。
4)断口扫描显示裂纹为沿晶脆性断裂,断裂面的能谱分析显示O含量偏高,O与Cu高温反应生成Cu2O,Cu2O与Cu形成低熔点共晶体,其熔点为1065℃,而B10的熔化温度范围是1100℃~1150℃,B30熔化温度范围是1171℃~1237℃,低熔点共晶体结晶过程形成液态薄膜,在焊接应力下开裂,为典型液化裂纹。焊缝根部余高过高,与母材过渡陡峭,致使焊趾部位应力过大会加剧开裂。
5) 断口相邻组织镍元素含量偏差近一倍,表明焊接时该部位元素过渡不连续。从金相组织也可以看出焊缝与母材根部熔合不佳。铜镍合金熔点随镍含量增加而升高,镍含量的不连续导致凝固的不连续,镍含量较高的组织因熔点高而先形核结晶,呈球状,符合断口特征。现场反馈焊接时采用了正面施焊,背面加丝的焊接手法,这与正面坡口相违背,不利于焊接根部熔合及金属合金元素的均匀过渡,易在焊缝背面焊趾处形成裂纹、气孔等缺陷。
5 结 论
1、综合分析,裂纹为焊接热裂纹。断口处C、O元素偏高,O与Cu高温反应生成Cu2O与Cu,生成低熔点共晶体,是形成焊接热裂纹的原因。
2、焊接坡口部位未清理,正面施焊,背面加丝的焊接工艺会影响焊缝背面充氩保护效果,这些因素会引入C、O杂质,并在熔合线附近富集。
3、正面施焊,背面加丝的焊接手法不利于焊缝根部熔合,易造成焊缝根部焊趾部位缺陷
4、建议加强焊接过程控制和检查,如焊前清理、焊接保护,控制焊接热输入及层间温度,采用正面施焊,正面加丝的焊接手法等。
咨询联系:15538876654(同微信)